| |
| |
| 第三章 第三节 垂直式上胶机 |
| |
|
| |
上胶机是制造覆铜板关键设备, 覆铜板和多层线路板用的半固化片都是由该设备生产出来,我们所说的上胶机实际上是一个包括烘箱、开卷、传动、收卷等设备在內的一成套设备。由于生产半固化片的不同,所使用的上胶机也不同,如生产FR-4用垂直式上胶机,而生产CEM-3用水平式上胶机;而不同的设备供应商技术水平和设计理念不一样,其生产的上胶机也各有不同,设备制造商为满足不同客户需求,在设备制造方面各有所长。
一、上胶机分类
根据上胶机不同工作原理和不同功能,我们可以将上胶机按以下方式分类:
1.按胶液有无溶剂来分
上胶机可分为有溶剂上胶机和无溶剂上胶机。有溶剂上胶机无论从设备技术方面,还是工艺技术方面,都是非常成熟。无溶剂上胶机则是一种还未普及的技术,但它确实是一种可以考虑的技术。
2.按烘箱放置方式来分
上胶机可分为垂直式上胶机和水平式上胶机;烘箱放置不同,其结构和功能也大相径庭。垂直式上胶机主要用于生产玻纤布基粘结片(PP),水平式上胶机主要用于生产纸基粘结片(PP)。
3.按加热烘干方式来分
上胶机可分为热风式上胶机和红外辐射上胶机;水平式上胶机由于要有“气垫”来托住PP,所以水平式上胶机都是热风式的;垂直式上胶机在八十年代中期和此前均采用热风加热,进入九十年代,垂直式上胶机则以采用红外辐射方式为主。
覆铜板行业用得最多的上胶机是垂直式上胶机,主要用于7628、2116、1080、106等玻纤布上胶,再通过热风或红外辐射烘箱将树脂半固化,形成玻纤布基PP。这里我们主要介绍有溶剂、垂直式上胶机。
二、垂直式上胶机基本参数(以红外辐射上胶机为例)
(一)垂直式上胶机烘箱/玻纤布/车速之间的关系,见表3-3-1(以普通PP为参考)。
表3-3-1 烘箱/玻纤布/车速之间的关系
玻纤布
高度
|
106(m/min) |
1080(m/min) |
2116(m/min) |
7628(m/min) |
7.5m |
6 |
7.5 |
9.4 |
9.4 |
10m |
※ |
10 |
12.5 |
12.5 |
12.5m |
※ |
12 |
15.6 |
15.6 |
15m |
※ |
※ |
18.8 |
19.8 |
※表示该高度烘箱不适合生产相应的PP。
(二)上胶机总风量的确定
上胶机的风量一般是根据胶液的最大溶剂挥发量和LEL值来确定, LEL值一般选25%~33%(LEL=100%时,丙酮为56g/m3),在已知最大溶剂挥发量G的前提下,我们可以计算出上胶机所需总风量。
Q=G/(56×α)
式中:G=最大溶剂挥发量;
α=LEL值;
Q=风量。
三、垂直式上胶机系统示意图
垂直式上胶机系统一般由开卷、接布、储布、浸胶、垂直烘箱、驱动、调偏、收卷等组成。图3-3-1为上胶机系统简图,图3-3-2是红外辐射上胶机简图。
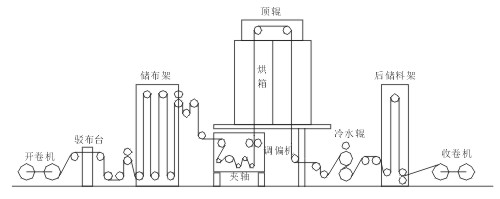
图3-3-1 上胶机系统示意图
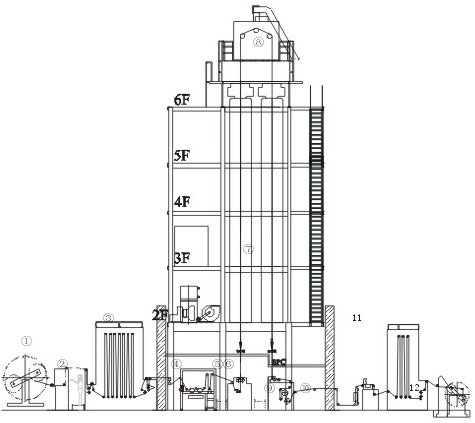
图3-3-2 红外辐射上胶机
1-开卷单元 2-接布单元 3-储布单元 4-预浸单元 5-浸胶单元 6-计量辊单元
7-烘箱 8-缓冲区 9-调偏冷却单元 10-切边单元 11-后储布 12-收卷单元
四、垂直式上胶机结构、原理及功能
(一)双放布开卷单元
上胶机为驳换玻纤布,都设计为2个放布位,2个放布位有固定式和旋转式两种,其中旋转式放布位比较灵活、方便,现在上胶机一般选用这种方式。
1.放布方式
分有轴式放布和无轴式放布2种方式。
(1)有轴放布方式
这种方式采用一条气胀轴从玻纤布卷纸筒蕊穿过去,给气胀轴打压缩空气使气胀轴展紧纸筒蕊,再将气胀轴连同玻纤布放到一个卡盘机构上,由卡盘“锁紧” 气胀轴两端,完成放布,如图3-3-3所示。这种方式比较传统,大部分上胶机采用这种方式;缺点是卡盘与气胀轴两头存在间隙,长时间使用之后,两者之间会出现磨损,形成松动,严重时会影响到玻纤布的张力。
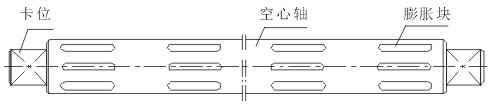
图3-3-3 气胀轴
(2)无轴式放布
这种方式采用两小段气胀轴头,其中一端气胀轴头固定,而另一端则可以沿轴向方向移动,当一卷布通过升降台(或其它机构)送到放布开卷单元时,将纸筒蕊一端套到固定的气胀轴端,而可移动的气胀轴头通过气缸驱动插入纸筒蕊孔内,两端气胀轴头同时通压缩空气,将纸筒蕊胀紧,实现玻纤布卷在开卷架上固定,其结构和原理见图3-3-4。
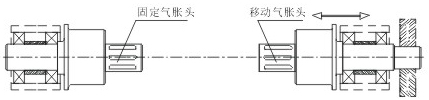
图3-3-4 无轴式放布架
2.张力控制
开卷单元张力有气动制动器和饲服马达控制2种方式。
(1)气动制动器控制张力
通过自动或手动调节压缩空气压力的大小来控制制动器的摩擦力,再由摩擦力形成布的张力,这种方式在老式上胶机用得特别多。
(2)饲服马达控制张力 由张力感应器控制饲服马达送布速度来控制张力。
(二)接布单元
接布方式有2种,一种方式水平接布,另一种方式是垂直接布。
1.水平接布
这种接布单元由一个上加热棒和一个下加热棒组成,见图3-3-5。
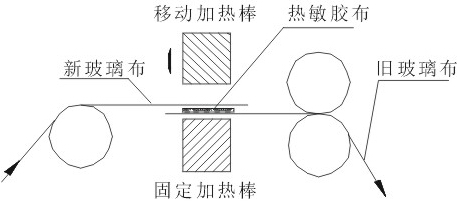
图3-3-5 水平接布示意图
当操作人员在一个水平台上将新旧玻纤布贴紧在一起后,再将贴紧的新旧玻纤布连同热敏胶带送到加热棒处,可移动的上加热棒在气缸的作用下向下压,给热敏胶带加热,当预设的时间到后(20秒),上加热棒自动打开,完成接布。接布是在一个水平台上进行,操作比较方便,但接布口位置的确定由操作人员掌握,接布时玻纤布也很松,这样对布的经纬纱和张力有影响。
2.垂直接布
由一条固定发热棒和一条水平方向开合发热棒组成,配有一套自动切布装置,见图3-3-6。
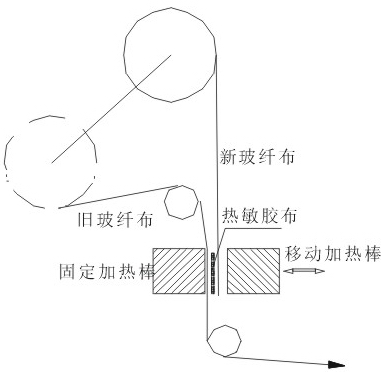
图3-3-6 垂直接布示意图
接布时,在新布上手动粘上热敏胶带,并垂直送入发热棒之间,操作人员按下自动按钮,实行自动接布和自动切断旧布。
(三)前储布单元
前储布架主要是为了换布接布时,生产同样能连续进行。它主要由一组固定辊和一组浮动辊组成,在接布前,浮动辊带动布上升到最高点,将布储存到需要的量,见图3-3-7。
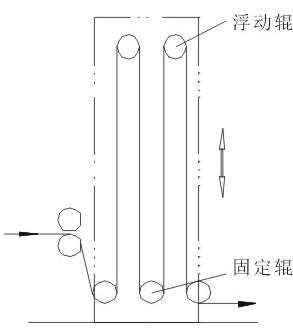
图3-3-7 储布架
在接布口前进时,浮动辊会缓慢下降到最低。储布浮动辊升降对布的张力影响很大,因此合理控制张力很重要。浮动辊升降方式主要有3种:
1.气缸升降
这种方式以气缸作动力,储布比较灵活,但在开始储布时会对布的张力产生冲击,张力不够平稳。
2.丝杆升降
用饲服马达(AC马达)驱动丝杆带动浮动辊升降,饲服马达由张力传感器控制,升降平稳,张力也稳定,但灵活性不够。储布单元辊较多,为减少辊对布的张力和经纬纱的影响,在正常走布条件下,浮动辊要降到储布架最低点,以减少布绕过辊的数量。
3、链条升降
这种方式通过电机驱动链条,由链条带动储布架升降,这种方式控制比较容易实现,也比较可靠。
(四)预浸单元
预浸单元是由一个比较浅的不锈钢胶槽和多条轴组成,见图3-3-8。主预浸轴有自己的驱动装置,通过气动离合器来联结,根据预浸需要,主预浸轴可以处于主动和从动两种状态。预浸后的玻纤布还要经过挤胶轴,将胶液中的气泡排走。
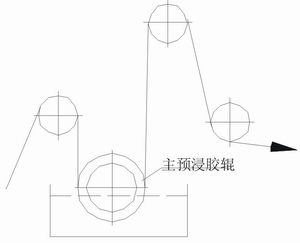
图3-3-8 预浸单元
(五)浸胶单元
浸胶单元包括一个可升降的不锈钢槽和多根直径相同的辊组成,见图3-3-9。
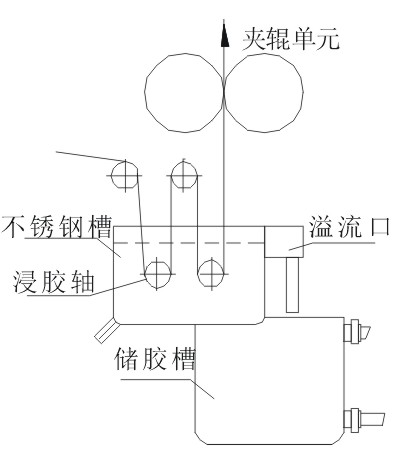
图3-3-9 浸胶单元
1.不锈钢槽
有进口管和溢流装置,溢流装置通过溢流板控制胶液溢出,同时可以将胶液表面产生的气泡溢流回到储胶槽。为方便清洁,预浸槽可以单独拉出。浸胶槽可通过气缸升降,当槽在低位时,槽可拉出。
2.浸胶辊
一般用Φ60—Φ80的辊,一组辊高低错开,形成浸胶—排气—浸胶这样一个过程。
3.粘度自动控制系统
在上胶过程中,胶液中的溶剂会挥发掉一部份,胶液粘度会出现变化,为保证玻纤布在测量辊间得到均匀涂层,必须保证胶液粘度的一致性,好的上胶机要有粘度自动控制,该系统构成和原理,见图3-3-10。
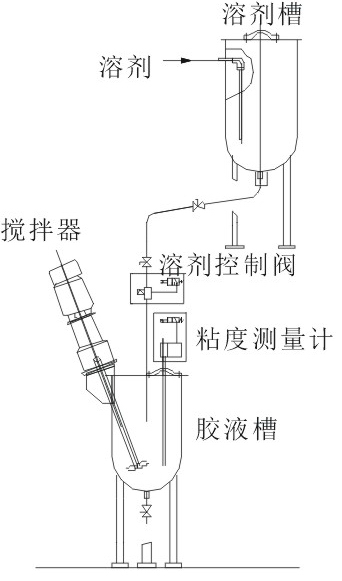
图3-3-10 树脂粘度控制系统
(1).胶液槽
混好的胶液通过泵输送到胶槽,在胶槽继续搅拌,同时由粘度测量计自动检测胶液粘度,根据粘度变化来打开或关闭溶剂控制阀,从而控制补充到胶槽的溶剂量,保证胶液粘度的一致性。
(2).溶剂槽
存放溶剂,需要时向胶槽提供适量的溶剂。
(六)计量辊单元
计量辊俗称夹轴,PP上的树脂含量和均匀性就是由这个单元控制的,因此夹轴是整个上胶机的关键部位,无论哪一家上胶机对计量辊精度、耐磨性、硬度要求都很高。
计量辊单元由计量辊、刮胶、调节机构、驱动机构四部分组成(见图3-3-11),这四部分都要有稳定、可靠的性能。
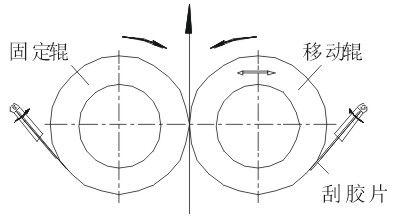
图3-3-11 计量辊单元
1.计量辊
计量辊是两条由冷铸铁或钢制造而成的轴,表面要镀硬铬以增加轴表面的硬度和耐磨性,其具体参数有:
(1)轴的大小一般是200~250mm;
(2)同心度±1μ/1000mm;
(3)表面硬度为HRC50-55;
(4)圆跳动度为±1μ/1000mm
2.刮胶机构
为保证玻纤布树脂含量均匀,计量辊与玻纤布接触的面要求非常干净,这就需要一个机构将转动计量辊表面胶液刮干净。每条计量辊配一把刮刀,生产时刮刀在气缸作用下紧贴转动轴,刮胶方向与轴的转动方向相反,于是将轴上的胶液刮下来,始终保持计量辊表面清洁。
3.间隙调节机
一般采用高精度丝杆螺母传动,由楔形块来调节。调节方式分手动和自动调节两种:
(1)手动调节
人工转动丝杆使楔形块上下移动,移动其中一条计量辊,从而调节两辊之间隙,丝杆转动一圈,两辊间隙变化0.01mm。
(2)自动调节
用AC马达驱动,用间隙传感器感应两条辊之间的间隙,只要在操作板上设定两辊之间的间隙值,AC马达即可以驱动丝杆、楔形块让两辊间隙达到设定值。这种方式比手动能更好地调节好计量辊之间隙,而且间隙又可以直接显示在操作板上,比手动调节更直观。
4.传动机构
由防爆电机驱动,正常工作状态下,辊的转动方向与布的走向相反,速度一般较低,为2~3m/min,但当接布口从计量辊间通过时,计量辊的转动方向会自动反转,即辊的转向顺着布的走向。当接布口通过计量辊以后,辊的转动方向又会回到原先转动方向。
(七)烘箱
烘箱是整个上胶机的核心设备,也是不同上胶机技术关键所在,上胶机的不同类型事实就是烘箱型式不一样,垂直上胶的烘箱有热风加热和红外辐射两种。
1.热风式烘箱
这种上胶机以热风作能源来使PP固化,这里我们以美国LITZLER上胶机为讲述引用热风式上胶机烘箱。
(1)烘箱结构
整个上胶机烘箱分4个区,上行2个区,下行2个区。每个区一个新鲜风机、一个循环风机和一个排风机组成,见图3-3-12。
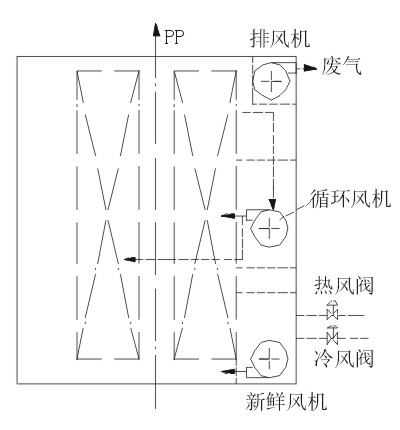
图3-3-12 热风式烘箱
a.新鲜风机
向烘箱提供设定温度的热风。每个烘箱有热、冷进风口,热风阀门和冷风阀门由一个连动机构带动,从焚烧炉热交换器来的热风和从烘箱周边来的冷风分别从不同阀门进入到新鲜风机,新鲜风机充分混合热风和冷风后,将合适温度的风送入烘箱百叶并形成一定风速将风吹到PP表面,提供PP反应所需要的热量。
b.循环风机
每个温区内部还有一个循环风机,由新鲜风机吹进烘箱的热风,一部分通过排风机带走溶剂并进入焚烧炉燃烧外,其余部份均要在烘箱内部循环,这样可以充分利用热能。
c.排风机
每个烘箱均有一个排风机,LITLER上胶机在充分考虑下行烘箱中的风比上行烘箱的风干净这一情况,首先将热风从下行烘箱排到上行烘箱,再由上行烘箱通过排风机将废气排出上胶机,废气经焚烧炉热交换器预热后进入炉头燃烧。
(2)热风的来源
上胶机的热风是从焚化炉热交换器加热而来。
2.红外辐射烘箱
红外辐射烘箱采用IR辐射板,热能以辐射形式传到PP上,供PP固化反应;热风则将烘箱内溶剂带到焚烧炉去燃烧。
(1)红外辐射烘箱结构
辐射板由一块光滑的经过特殊处理的金属板制造而成,在辐射板的后面有很多小导热油管道,导热油加热辐射板产生红外线。整个烘箱分2个区,上行区和下行区,上行区辐射板分2个温度控制段,下行区为了合理控制PP的GT,辐射板分左、中、右3个区温度控制小区,这几部份温度控制均为独立控制,见图3-3-13。
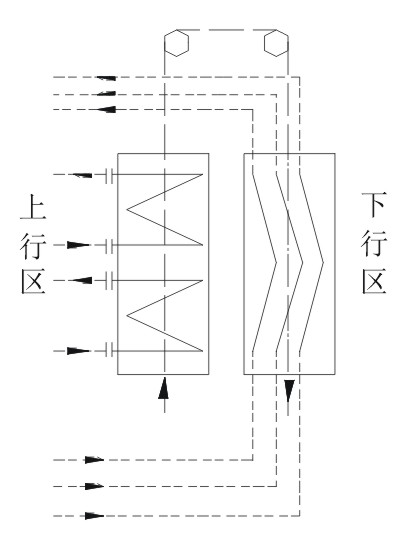
图3-3-13 红外辐射式烘箱
(2)烘箱内的热风
固化室没有风嘴,只有极为光滑的平板,热风都是从上往下流,区1的风流向与布的走向相反,区2的热风是顺着布的方向向下流,2个区均采用100%新鲜风。每个区供风设备包括:滤网、加热器、新鲜风机、分配箱、排风机。新鲜风经过滤网后,进入热交换器加热达到工艺上所需要求的温度,再由鼓风机将新鲜热风送到分配箱,在分配箱对热风进行左、中、右分配,之后从风口进入固化室,提供热量给PP并带走溶剂,最后由排风机将废气抽走,送入焚烧炉燃烧,见图3-3-14。
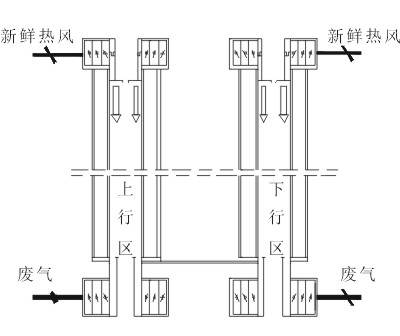
图3-3-14 烘箱热风流向
3.红外辐射烘箱之优缺点
(1)热能以辐射形式传到布上,又以平稳的风带走溶剂,能防止PP表面出现“硬皮”现象。如果出现“硬皮”,则阻碍溶剂完全挥发,形成“气孔”。
(2)加热的新鲜风进到固化室平稳流动,不会对原有布的张力造成大的影响,不会引起布的张力不均。而且热风进入固化室使得溶剂充分混合,有利于半固化片固化。
(3)可以防止树脂粒吹到PP上。树脂粒在固化室会硬化甚至碳化,如有风在固化室横向吹,就有可能将这些树脂点吹到PP上,造成PP表面出现“黑点”。
(4)由于整个固化室只有光滑平板,没有风嘴,PP在烘箱内不会刮到任何地方。
(5)红外辐射烘箱最大的缺点就是结构比较复杂,要多出很多油管。
(八)缓冲区
缓冲区由冷风闸、冷却辊、冷风刀等构成,见图3-3-15。
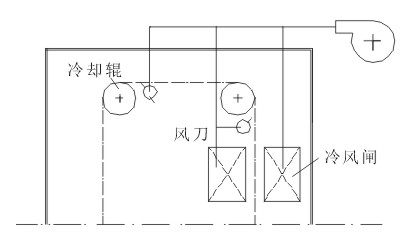
图3-3-15 烘箱顶缓冲区
1.冷风闸
经过上行烘箱的PP在进入下行烘箱前,要与冷却辊接触,为防止粘辊,在冷却辊前装备冷风闸对PP进行冷却。
2.冷却辊
缓冲区冷却辊有2条(有的上胶机有3、4条),这2条冷却辊表面必须进行特殊处理,使得PP不会粘辊。CAVITEC上胶机在第一条冷却辊处装有一条刮刀,此刮刀用来清洁冷却辊,在刮刀下面有一个可移动的收集盘,用来收集从冷却辊上刮下的胶粒、异物等。
3.风刀
在2条冷却辊各有一条风刀。
(九)调偏/引出/冷却单元
1.调偏
调偏的功能就是让PP从烘箱出来以后能完全按照一对齐边进入下一台设备,以利于PP能切边和整齐收卷。
(1)组成
调偏机构由感应器、油缸、液压单元、调偏辊等组成,其中调偏辊表面要进行喷砂处理,且辊内要通冷却水作冷却处理。
(2)原理
采用一个用压缩空气对吹的传感器,当PP从传感器中间走过时,PP位置不一样,挡住压缩空气程度不同,反馈压力信号也就不同,再由一个一个饲服机构控制液压单元给油缸合适的油量,实现调偏辊两端高低位置不同,从而引导PP回到传感器要求控制的位置。
2.牵引单元
牵引单元,由2条直径达Ф400的冷却辊将PP走成“S”型,增大PP在冷却辊上的包角,提供足够平稳的牵引力。这2条辊由AC马达驱动,还要通冷却水去冷却。
(十)切边
切边有用裁纸刀直切和用圆滚刀滚切,CAVITEC采用滚刀切边,两刀间距离可以通过螺杆机构调节。在滚切的过程中,为防止切边时产生的玻璃粉尘飞扬,在每个切边处都装有吸尘装置。
切好的边用气动马达收卷机将从PP切下来的边料收成一卷一卷,切过后的PP边上尚有毛刺或玻璃粉,因此要安装封边枪,用热压缩空气(用电加热)对PP边进行封边处理,
(十一)后贮布单元
收卷时换卷或者剪床出现异常时,PP不能往下一道工序继续前进,为保证前面设备不简短运行,在卷布机前设计一后贮布架,其结构和原理同前储布架。
(十二)收卷单元
收卷机采用双轴收卷,2个收卷位置均可装气胀轴,气胀轴运行由夹盘来带动,夹盘有安全装置,只有当合上安全夹盘时,收卷单元才可以收卷,收卷张力是由力矩马达来控制。
PP除收卷外,一般上胶机还有切片机,切片机有直切和滚剪2种方式,两种剪切方式引入、传送设备基本一样,只是刀剪方式不一样。滚剪方式最大优点就是PP可以不作短暂停留,剪切速度可以很快。而直切方式PP必须作短暂停留,剪切速度较慢。但是滚剪由于剪切速度较快,滚刀又是作旋转运动,剪切时产生的粉尘较直切多,因此选择滚剪必须充分考虑吸尘装置。
五、无溶剂上胶机
无溶剂上胶机是一个新的技术,与有溶剂上胶机存在很大的区别。由于其不用处理废气,不用焚烧炉,这种上胶机具有高车速、高产能,既节能又环保等特点。
(一)无溶剂上胶机流程见图3-3-16。
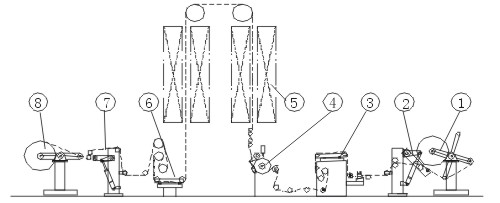
图3-3-16 无溶剂上胶机
(二)无溶剂上胶机结构、原理和功能
1.开卷机
与有溶剂上胶机开卷方式差不多,只是控制张力用AC马达控制而非气动制动器。
2.接布
接布方式较有溶剂上胶机有很大的区别,无溶剂上胶机玻纤布接布口不用浸胶,接布胶带无需耐溶剂而仅需耐高温就可,接布可以很快速度完成。FAUSTEL公司无溶剂上胶机采用自动接布,无需前储布架。
3.前调偏
因为玻纤布上的树脂是通过涂胶辊涂挤上去的,树脂宽度是调定在辊上一定位置,且要求涂胶的宽度稍小于布宽,所以布在到达涂胶辊之前必须将布导正,于是在上胶机前部加了一调偏机构。
4.混胶和涂胶
混胶设备(胶液输送系统)完全不同于有溶剂上胶,这套系统管道、容器全都需要加热,而且要有好的密封功能。
涂胶是由一条直径约460mm的主涂胶辊将胶液涂在玻纤布的一面,玻纤布的另一面胶液靠主涂胶辊将胶液挤压过去(挤压的同时有排气泡的功能)。涂胶量是由一条直径460mm和一条比较小的轴之间的间隙来控制的。涂了树脂的布还要经过4条“S“型小轴将胶液均匀涂在布上(这4条轴相对位置可以调整)。涂胶辊和挤胶辊均是用导热油加热(用电加热导热油,再用油加热涂胶辊),其中主涂胶辊温度在290~300℉范围内,主涂胶辊上的树脂由一条树脂枪涂上去的。
5.烘箱
烘箱采用红外辐射加热,辐射板由陶瓷玻璃制成,陶瓷体中含有发热丝,用电加热。正常生产条件下需要电功率仅为2w/in?,最高功率是10w/in?,,由于没有溶剂,这种上胶机烘箱有如下特点:
(1)烘箱仅需要少量热风,也就是只要少量热风管、风闸、热交换器等;
(2)不用处理废气的焚化炉;
(3)不用大型风机即不用大功率电机;
(4)辐射板用电加热和控温,省去了导热油油管,这就可以减少做油管工作量,也无须购买导热油,这样一来可以节约投资。
(5)由于没有热风管,辐射板又是陶瓷玻璃的,可以大大减少清机。
6.上顶辊
无溶剂上胶机车速是有溶剂上胶机车速的2~3倍,上顶辊要求更高, FAUSTEL公司声称已在试验室成功研究出空气悬浮辊。
7.后调编机
导正从烘箱出来的PP。
8.冷却牵引
与现有有溶剂上胶机基本相同。
9.收卷
采用全自动收卷,现场操作仅需1人,只要人工设定收卷长度,切PP机构会自动将PP切断(采用锯子状刀压在一条聚胺脂轴上将PP切断),同时有一机构将PP端部引到新的收卷轴上,新的收卷轴上贴有蛇形胶布, PP端部一粘上收卷轴就即刻收卷。
|
| |
|
| |
| |
|
|
 热点新闻 热点新闻 |
|
|
|