| |
| |
| 第四节 卧式上胶机 |
| |
|
| |
纸基覆铜板上胶机一般采用卧式排列(如图3-4-1)。除电控、温控、供胶系统外,还需如图中15、16部分组成。按照工艺需求,可采用一次上胶系统(图3-4-1的6-9)即为一次上胶机。各公司由于生产工艺不同,对设备的要求也有所差异,主要是上胶系统、烘箱部分不一样。
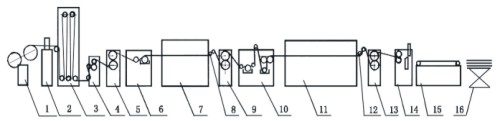 1-开卷机、2-接纸机、3-贮料机、4-印字机、5-前牵引机、6-一次上胶机、 1-开卷机、2-接纸机、3-贮料机、4-印字机、5-前牵引机、6-一次上胶机、
7-烘箱、8-纠偏机、9-中牵引机、10-二次上胶机、11-烘箱、12-纠偏机、
13-后牵引机、14-剪切机、15-输送机、16-堆料机
图3-4-1 卧式二次上胶机
上胶机只要能达到工艺要求的烘箱温度,且烘箱横断面温度一致,速度控制精确,上胶料含胶量相同、浸透性好,即可满足生产工艺要求。
另外,在浸胶的全过程中要想生产出高品质的半固化片,除上述要求外,还必须对树脂的粘度和温度进行控制。
一 上纸装置
浸渍纸经解卷机开卷后,经过接纸机,可在纸接头时通过加热,把自粘带或粘合剂加热熔化进行接合。经1号送料辊(由一个变速电动机传动)后到储料机,储料机起到纸上胶过程中发生断头或接头时的储备纸的作用。出蓄纸装置后经2号送料辊和跳动辊,进行纸的除湿气,加强浸透性(2#辊担任)以及能稳定地送入浸渍装置内(由跳动辊担任)。
二 浸渍装置
浸渍装置是上胶机的关键部位。在浸渍方式上有两种:单面浸渍(用作第一次上胶和第二次上胶的初浸)和双面浸渍。单面浸渍是用它的附近张力辊的不同位置,来调整纸与底涂辊包角的大小,以及底涂辊的变速,正反转方向来调整一次树脂的含胶量。这种单面浸渍法,能够有效地把纸纤维间隙中存留的空气从单一方向(由下向上)排除,很好地完成在此空间低分子树脂与空气交换过程,达到提高浸透性的目的。二次上胶的初浸(又称底涂)也采用单面涂胶的方式。这可以使纸在浸入一小部分二次树脂后,通过调时辊,留有较长时间的渗透,再进入双面浸渍槽,它有助于二次上胶树脂的浸透以及均匀。
浸渍装置包括浸渍槽、单涂辊、调时辊和计量辊等。
1.浸渍槽
浸渍槽可升降活动。外层有保温装置,为保证树脂粘度,相对密度保持长时间稳定,树脂槽树脂不断与贮罐中的树脂循环。有的上胶机在此套装置中安有较灵敏的粘度计(或密度计),长期监测槽中树脂的粘度,甚至用计算机按工艺要求加以自动控制。
2.单涂辊
目前国内纸基覆铜板的原纸多为木浆纸,它是一种纵横交错的木质纤维组织。浸渍时,树脂要从一面进入木浆纸内,就必须先赶走纤维缝隙中的空气,然后渐渐渗透在纤维各处,这项工作是由单涂辊完成的。
3.调时辊
安装于单涂辊之后。浸渍时要保证浸透性,就必须保证树脂向纤维内部渗透的时间,调时辊是为增加树脂渗透时间而设置的。
4.计量辊
单涂后的浸胶料,经过高精度的计量辊(挤胶辊),挤出渗透在纤维各处多余的树脂,保证其均匀的树脂含量。所以对计量辊在制造精度、形状和位置公差、表面粗糙度和硬度等方面都有严格的要求。为了减少使用中的磨损,计量辊还应有较高的硬度和耐磨性及足够的刚度。对轴承及有关间隙调整方面都有特殊构造和要求。二次上胶中的两个平行装放的挤胶辊,是控制上胶纸二次树脂含胶量的机构。两对辊的间隙可手动和机械调动,为了及时消除多余的树脂在对辊涂胶后残留,对辊两侧装有高耐磨性的铜质刮板(有的上胶机在此还有刮走上胶纸两端约3―5mm树脂的装置)。
综上所述,在上胶机选型方面,应重点了解挤胶部分的构造及制造精度和计量辊的制造情况。
三 供胶装置(树脂循环系统)
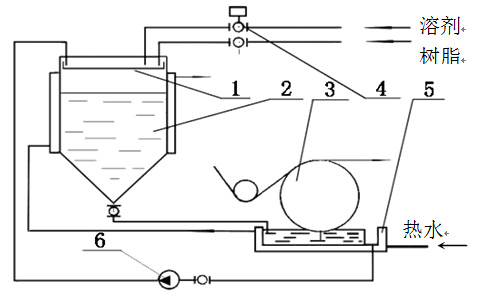 1-过滤器、2-供胶罐、3-涂胶辊、4-控制阀、5-胶槽、6-循环泵 1-过滤器、2-供胶罐、3-涂胶辊、4-控制阀、5-胶槽、6-循环泵
图3-4-2 自动供胶装置
如图3-4-2所示,胶槽与供胶罐都需用恒温水加热保温,并用循环泵使树脂循环,以保证上胶过程中树脂的温度和粘度不变,控制阀4通过自动粘度检测系统及时补充溶剂,将粘度控制在工艺规定的范围内。
粘度控制的测定方法:水溶性树脂采用:“比重测定法”,改性酚醛树脂采用 “落球测定法”。
四 干燥装置
干燥装置要完成上胶纸所要达到的可溶性、挥发物的指标,使树脂在工艺要求的温度范围内,达到半固化状态。上胶纸进入烘箱室道先经有500mm宽的缓冲室(出炉口也设有),它起着阻止热量向外消耗的“空气幕”作用,同时也起到增加浸透时间作用。然后上胶纸依次通过六个结构相同的干燥室,各个干燥室工艺参数(指炉温、排废量等)可以独立调整。干燥室内上下喷嘴(俗称风嘴)均匀的交错安装,浸渍后的上胶纸在热空气从喷嘴喷出的气垫上呈波纹状向前运行,并使它得到均匀的干燥,吹向上胶纸表面的热气流方向不是垂直的射向纸面,而是几乎成切线的角度吹向纸面。由于热气的压力而使上胶纸飘浮行进,不会接触喷嘴口。根据浸渍纸的标重、涂胶量可以单独调整各室的热风量的大小。
热风循环系统把提供的热源(来自废气燃烧炉),通过各室的送风机经管道送入上下喷嘴。喷嘴离纸的距离15―40mm,以高速气流吹散浸胶纸表面的饱和层,使挥发物不断的挥发出,在强有力的气流循环下,使湿态上胶纸得以有效的干燥。循环的热风温度是根据检测器、温度调节器、控制气流调节器,进行热风调节,并能自动调整、控制在一定的指定温度内。
上胶纸出干燥室后,有空气冷却装置,它通过多个“V”型喷射管,上下均匀吹出工作场地的空气,进行喷射式冷却,防止上胶纸出炉后粘辊或粘料。
烘干箱各部的温度应符合工艺要求,要特别注意横断面温度的一致性。另外,浸渍纸传送时张力要小。
1.烘干方法
(1)拖动烘干法(图3-4-3)
此方法是较原始的烘干方法,浸渍纸受张力大,盘管加热温度不均匀,但结构简单,在低档产品中有应用。

图3-4-3 盘管加热
(2)气托法(图3-4-4)
此方法在烘干过程中浸渍纸用气垫托着加热,减小拉伸变形,张力较前一种小,但烘箱温度不好控制。故一般中低档产品有应用,而且制造也较容易。
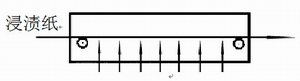
图3-4-4 热风气托
(3)气托浮动法(图3-4-5)
此种方法1985年由日本引进,目前已广泛应用在卧式上胶机烘干箱的制造中。这种方法浸渍纸受张力很小,如果速度控制合适,张力可为零。温度也容易控制,是一种理想的烘干方式。因浸渍纸与风嘴无接触,故为气托浮动式。目前国内的几家大的覆铜板设备制造公司(上海、苏州、西安等)生产的卧式上胶机都采用此法。而国际上的意大利、瑞士、西德、日本等国也都采用这种气托浮动法。但各公司在风道、风嘴的设计上各有不同。
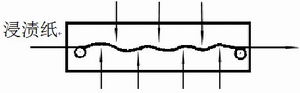
图3-4-5 热风气托浮动
2.烘箱的加热方法
(1)蒸汽加热
蒸汽通过散热器,采用热风循环加热方式应用较为普遍。此种方法热效率不高,烘干箱温度只能达到165℃左右,早期国产上胶机及80年代日本“市金”上胶机也有采用这种方法的。
(2)热油加热
原理与蒸汽加热相同,只是热源不同。此法热效率高,烘干箱温度可达到180℃以上。目前广泛用于蒸汽加热烘干箱的技术改造中,90年代瑞士卡拉其的二次上胶机的烘干箱就是热油加热型。
(3)热风加热
当代工业生产中,对环保要求越来越严格,热风加热法可提高烘干箱温度,又可使废气充分燃烧后利用其热量。目前,国内外已应用此种节能环保型烘干箱热风加热法,如图3-4-6。
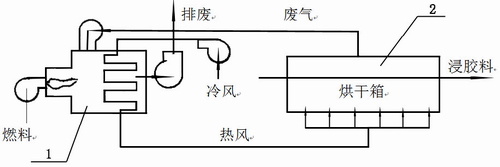 1-废气燃烧炉 2-上胶机烘干箱 1-废气燃烧炉 2-上胶机烘干箱
图3-4-6 节能环保型热风加热系统
五 剪裁堆入装置
由冷却装置出来的上胶纸,通过调偏器(E、P、C装置),校正它的“Z”字形运动,随时调偏,使它能始终均匀的保持在该机的中心线上行走。
牵引辊做为主动辊,不但起引纸运行作用,而且是整个上胶机的车速调整的指挥、控制中心。此辊芯部可通入冷水,夏季生产可防止粘辊。当上胶车速改变时,要微微调整光电管的位置,按一定尺寸剪裁好的上胶纸通过带式输送机送入堆入机。堆入机的台式升降机可自动或手动上下移动,并能自动码齐输送过来的上胶纸。有的上胶机采用滚刀进行剪裁,剪裁长度由调整滚刀转速来调整。
六 排废装置
排废装置承担着把干燥室内的水蒸气、挥发溶剂、其它低分子挥发物排走的任务,以保持循环空气中有一定的湿含量,保证蒸发强度,这是由装在干燥室顶部的排废鼓风电机去完成的。在控制排风量时,应将各干燥室内的可燃性气体浓度控制在会发生爆炸的下限浓度。由于干燥室头室溶剂挥发很大,所以排气的风量比其它三室都大,为了防止此室外部的热空气吸入量太多,设置了一个新鲜空气的送风机。
|
| |
|
| |
| |
|
|
 热点新闻 热点新闻 |
|
|
|