| |
| |
������ ��ͭ������Ҫԭ����
��һ�� ͭ��(���� |
| |
|
| |
��.����ͭ��������
���� ������ͭ����ָ��ͭ�����������л���Ĥ�ı�����һ�㼫����ͭ������Щͭ���ĺ��ͨ����0-5��m,���ڼ���������ͭ�������ں����8��m���µ�ͭ���ڲ���ʱʮ�����ѣ����������壩�����Ա���ʹ�����塣������ͭ���Ľṹ��ͼ5-1-11��ʾ��
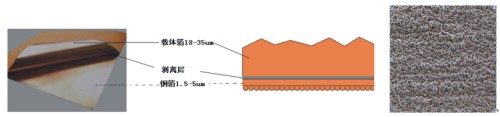 ����
��������������������ͼ5-1-11 ����ͭ���Ľṹ ����
��������������������ͼ5-1-11 ����ͭ���Ľṹ
������������Ϊ��Ԥ�������������⻬����������ɢ��Ͱ��������ԭ�����ֻ�������Ȳ������������ͼ5-1-12��ʾ�����У��������⻬����һ��ָ����18-35��m STDͭ��������������ֲڶȺܵ͵�ͭ���������壬������������ͭ��������Ĺ���ֲڶȣ�Rz�����͵�0.5��m���£�������ƽ��״̬������ɢ��һ���ǵ��һ��ܱ��������ܵȽ�����������ǵ��һ���ܡ��⡢�١����ĺϽ𡣶����ԭ�������������裬�����ڼ�����Һ�У��ϵ�ͭŨ�Ⱥͽϵ͵����ܶ��£����һ������0.2��m���ڵ���״����ṹ��ͭ��������������Һ�У��ϸ�ͭŨ�Ⱥͽϸߵ����ܶ��£����1-5��m����״�ᾧ�ṹ��ͭ��������ֻ��㡢���Ȳ�ͷ�������������Ϳ��һ�����ż������

��������������������ͼ5-1-12 ����ͭ������������
����
�ġ�ͭ����⼼��
����ͭ����⣬��Ҫ����ͭ���ĺ�ȡ���λ��������������������ԡ����������ʡ�����ǿ�ȡ��쳤�ʡ��ɺ��ԡ�����ǿ�ȡ����ȵļ�⣬�ַ������£�
������һ������ȼ�ⷽ��
�����ⲭ�ĺ�ȣ�ë����ֻ�����Ӧʹ�÷ֶ�ֵΪ0.001mm�Ķ����ɷֳ������ʵ���������ʹ��ǧ�ֳ߲���ʱ��һ��Ҫ��ǧ�ֳ��ȵ��㣬������ת��Ҫ�ʶȡ�
��������������λ���������ⷽ��
������������Ϊ0��200g����С�ֶ�ֵΪ0.1mg����ƽ����ȡ�߳�Ϊ100��0.2mm�������Σ����Ϊͭ����ȵģ�ë����ֻ���������3���v�������С��ҡ��w��ȡ��λ����ͭ�����ȷ�������ļ����� ��ȡ1��������Ȼ������ƽ�ϳ��أ���ȷ��0.1mg������¼���������ⶨ���ȡ������������������ƽ��ֵ��
�����������������������Լ�ⷽ��
������ȡ����v�������С��ҡ��w100mm��100mm��ͭ�����ֻ�������������200������к�30min��Ȼ��ȡ���۲�ͭ������������ɫ��
�������ģ������������ʼ�ⷽ��
�������þ��Ȳ�����0.05��ֱ��˫�۵��Ż�Ⱦ��ȵ������豸������������Ϊ0 ��200g����С�ֶ�ֵΪ0.1mg����ƽ��
������ȡ����Ϊ330mm����Ϊ�v25��0.2�wmm�����Ϊͭ�����ֻ�������ȵ�����4����ȡ��λ��Ϊͭ�����ȷ����м䲿λ�������ȡ1�����������������м䲿λȡ1��������������4�������ֱ������ƽ�ϳ��أ���ȷ��0.1mg������¼���������ٲ�������¶Ȳ���¼��
���������Ĺ���Ӧ��оߵ�4����Ӵ�����λ���������ĽӴ�ӦΪ�߽Ӵ����Ӵ���������ӦΪ��״�Ӵ��������ķ���Ӧ�������ij��ȷ���ֱ������λ��֮��ľ���Ϊ�v150��1.0�wmm����������֮��ľ���Ϊ300mm�����ߵĵ��������λ��֮��ľ���Ӧ��ȡ�������ĵ�����������������֮��ĵ��裬ӦС�ڵ������輰�����ĵ��衣
����������ƽֱ�ļ��ڼо��ϣ��ڲ��Թ����У�Ӧ��������С����������ʹ������������������жϵ����Ƿ����ķ������ǽ����Ե�������40%�������ӵ�����õĵ���ֵ����ԭ�������ֵ��0.06%������Ϊ����������ʱ���뽵�Ͳ��Ե��������ظ��������飬ֱ��С��0.06%ʱΪֹ�����������������һ�Σ�ȡ������ƽ��ֵ�����㹫ʽ���£�
����������������
����ʽ�У��ѣ�t0�����¶�Ϊ20��ʱ���������������ʣ���.g/m2��
���������� R��t��������Ϊt��ʱ��õ���������ֵ������
���������� t �� �����¶ȣ��棻
���������� m �� ����������g��
���������� L0 �� �������ȣ�m��
���������� L �� ����λ��֮��ľ��룬m��
���������������������ֵ�����ֵΪ��������
�������壩������ǿ�ȼ��쳤�ʵļ�ⷽ��
����1. ������
������1����������Ϊ0��1000N�����и��©v180��wװ�ã�ʾֵ���Ϊ��1%�����������������Ϊ1��1000g����С�ֶ�ֵΪ20mg����ƽ������Ϊ0��300mm����С�ֶ�ֵΪ0.02mm���α꿨����Ӧ���ȵ����ߡ�
������2����̬�¿���ǿ�ȡ��쳤�ʵ������Ʊ�������ע�������ȡ����Ϊ�v200��0.5�wmm������Ϊ�v15��0.25�wmm�����Ϊͭ����ȣ��ֻ�����������4����ȡ��λ����ͭ�����ȷ��������ݡ��᷽���ȡ2������������Ǧ���������ϻ����������ߣ�������֮��ľ���Ϊ50mm���������߾��ͷ�ľ��벻��С��3mm����������ͷ����Ϊ�v125��0.1�wmm���������ͷ�ٶ�Ϊ50mm/min�������¶�Ϊ�v20��10�w�棬����Ӧ�ڼ�¼�����鱨����ע����
������3�������¿���ǿ�ȡ��쳤�ʵ������Ʊ�������ע�������ȡ����Ϊ�v150��0.5�wmm������Ϊ�v13��0.25�wmm�����Ϊͭ����ȣ��ֻ�����������4����ȡ��λ����ͭ�����ȷ������ݡ��᷽���ȡ2������������Ǧ���������ϻ����������ߣ�������֮��ľ���Ϊ50mm���������߾��ͷ�ľ��벻��С��3mm����������ͷ����Ϊ�v75��0.1�wmm���������ͷ�ٶ�Ϊ1.5mm/min�������¶�Ϊ�v180��10�w�档����ʱ������������180��ͣ��5min�����¶���ͣ��ʱ���������10min��
������4�������������������4�������ֱ������ƽ�ϳ��أ���ȷ��20mg������¼�����������߲�����������l0����¼������ʽ�������������S0��
������������������������S0=m/��l0
����ʽ�� S0�� �����������cm2����
�������� m �� ����������g����
�������� l0 �� �������ȣ�cm����
�������� �ѡ� �ܶȣ�ȡ8.9��g/cm3����
����2. ����ǿ�ȵIJⶨ ������Ҫ�������Ϻ�������������ʩ��ֱ�����ϣ��ɲ������̻����������϶������Fb��������ʽ�������̬�¼������¿���ǿ�Ȧ�b ��
������������������������b = Fb /S0
����ʽ�� ��b ������ǿ�ȣ�MPa��
�������� Fb����ɣ�N��
�������� S0�������������mm2��
����3. �쳤�ʵIJⶨ �������Ϻ������ľ���ΪL1 �������������û������������϶��á�����ֱ�߷�����λ�����ٲ�ʱ����λ������� L1 ������ʽ�������̬�¼��������쳤�ʦġ�
����������������=��L1 �� L0 ��/ L0 ��100%
����ʽ�� �ġ� �쳤�ʣ�%��
�������� L0 �� ������ľ��룬mm��
�������� L1 �� ���Ϻ�������ľ��룬mm��
�����ĸ�����������������ƽ��ֵ��Ϊ��������Ľ����
�������������ɺ��Լ�ⷽ��
���������������Ļ������Ϊ������25%������������Ҵ���75%�������������ÿɺ��Բ����Ǽ�8��12���Ŵ�
������ȡ�߳�Ϊ�v30��1�wmm�������Σ����Ϊͭ����ȣ��ֻ�������10��������
�����������½����������л��ܼ���5min��ȥ���ۡ�ȡ������ٽ���������Һ�������Ϊ1���ܶ�Ϊ1.18g/cm3�������4��ˮ���У�15s��ȡ������ȥ����ˮ������ˮƯϴ�����ȿ������
���������������������У����ٱ���1minȡ����ֱ���ã��ų���������������Ϳ��������2h�ڲ��ԡ�
�������������²��������¶ȩv235+5�w�棬����Ϳ������������װ����Լо��У���װ���ɺ��Բ������ϡ�����ʱ��ѡ��2s���ݴ˵����ɺ��Բ����ǡ������ɺ��Բ����ǣ������������Զ����������������ʵ��л��ܼ������������IJ������������ں��ʵĹ����£��÷Ŵ۲���������ʪ״̬��
����ͭ���Ŀɺ���Ӧ�ϸ���ͭ����ʪ���ã����ϸ������á�������Ӧ����һ��ƽ�������ĺ��ϲ㣬�������ڴ�Լ5%������з�ɢ��ȱ�ݡ�10��������������6��ͨ��Ϊ�ϸ�
�������ߣ�������ǿ�ȵļ�ⷽ��
��������ʾֵ������1%�Ĵ���¼�ǵİ�����������������ƻ�����Ӧ�������ʾֵ��Χ��15%��85%֮�䡣���������Ӧ���к��ʵ���ԡ�����¶ȷ�Χ�����µ�300��֮��ɵ������¾���Ϊ��2%��
�������ֻ�ͭ��ѹ�Ƴɸ�ͭ���壬�ڱ��Ը���������ȡ����Ϊ�v75��1�wmm������Ϊ�v50��1�wmm�����Ϊԭ���Ե���������5�顣ӡ�Ƴ���ͼ�Σ�ʹͭ���Ŀ���ǿ��������Ϊ�v3��0.2�wmm������֮��ľ���Ϊ10 mm��ÿ��������4������������ǿ�����顣
������ͭ����ƺ��С��35��mʱ����ʴ�̱�����ͼ��ǰ���ɲ��ó���ͭ�ķ�������ͭ����ȣ��������ʱͭ�����ϣ���������ͭ���ĺ�Ȳ��ó���38��m��ͬʱ�����鱨����Ӧ˵��ԭ��ͭ���ı�ƺ�ȡ�
����������һ�˵�ͭ���ӻ����ϰ���Լ10mm��Ȼ����������ڰ�����������������ϣ��������м�ס������ͭ����ע�����Ʒʱͭ��Ӧ����Ĵ�ֱ�����Ѱ�����ͭ���������ȼ�ס�������������������ʩ���������������������ƽ�汣�ִ�ֱ������ƫ��Ϊ��5�ȣ�ʹͭ���ԩv50��5�wmm/min�ĺ㶨�ٶȽ��а��롣��¼���볤�Ȳ�С��25mm�����е���С����������λ�����������С�ĸ���Ϊ����ǿ�ȣ���ţ��ÿ���ױ�ʾ��
����ע���Ա������������İ���ڽ�������ǰ�������䱳��ճ��һ����Եİ壬���������ڼ���������������
����������ܼ��ְ���ǿ�����鷽������������˫�������̶���
������1���ȳ�������ǿ������ ���ú���ԡ��ԡ��Ȳ�С��40mm��ԡ�������С��100mm��100mm�������е���װ�����¶ȷ�Χ0��300�棬���¾�ȷ�ȡ�2�档����ԡӦ��֤����ͨ���Ӱ�죬����Ӧ����GB2423. 28��¼B�Ĺ涨��
����������ԡ�������¶ȩv260��5�w�棬����������������б����¶��ȶ������µ�λ��Һ���©v25��2.5�wmm������������ͼ�ε�һ�泯��Ͷ�ŵ��������ڵĺ��ϱ����ϣ�����ʱ�䰴��Ʒ���涨�������ﵽ�涨�Ľ���ʱ���ȡ��������Ƿ����ݻ�ֲ㣬�������ݷֲ㣬������15��35�棬�ٰ���������ϲⶨ�����ǿ�ȡ�
������2�����Ⱥ�İ���ǿ������ ���ÿɿ����¶ȡ�2��ĵ��ȹķ�����䡣���������ں������ڣ�ʹ�����ı�����ķ������ƽ�С������������̶��Ĵ����¶ȣ�����ʱ��Ϊ�v500��5�wh�����������ȹ��������ڿ���ѭ�������ȴ�����ȡ����������ȴ�����Ƿ����ݻ�ֲ㣬�粻���ݻ�ֲ����ڰ���������ϲ������ǿ�ȡ�
������3����¶���ܼ������İ���ǿ�� �ܼ���������������ɹ���˫��Э��ȷ���������ܼ���
�������ú��ʵ��ܼ���������װ�ã����������ڳ�ѹ����е��������������У���120��5sȡ������������������ݻ�ֲ㣬Ȼ�������ڷ���24h���ټ��һ���������ݻ�ֲ㣬���ڰ���������ϲⶨ�����ǿ�ȡ�
������4��ģ���������±�¶��İ���ǿ�� ���ý�����ȵ���ˮ����������ˮ��Һ��Ϊ���Һ����Ũ��Ϊ10g/dm3��ģ���Ʋۼ�̼������������Լ5V��ֱ����Դ������ֵԼ30��������Ϊ0.2A�Ŀɱ���裬�ܲ���0.2A��ֱ����������
��װ�н���ģ���Ʋ��У�һ�߲���̼����Ϊ��������һ�߲���һ�������ӵ�Ӳͭ�ߣ������г������ã��ٲ����¶ȼơ������ƺõ���������Һ������У�������ȣ����������v70��2�w�棬�Ƚ��������ĸ�ͭ�������ʵ���������������Ȼ��е�����������Ϊ������ʹ������ͭ�������ִ�ֱ�����պý���Һ���С���������̼�����Լ5V��ֱ����ѹ����������ͭ���ϵĵ����ܶ�Ϊ215A/m2����20��2min��ʹ֮��ȴ�����£��������ݻ�ֲ��Լ�ͭ�����䣬���ڰ���������ϲⶨ����ǿ�ȡ�
������5�������µİ���ǿ�� ���������������ԡ���ȵ���Ʒ���涨���¶ȣ��¶��ʲ�Ϊ��2�棬��������������б����¶��ȶ������µ���Һ���©v25��2.5�wmm����
������������һ�˽�ͭ���ӻ����ϰ�����С��10mm��Ȼ����������ڰ�����������������ϣ��������м�ס������ͭ����ע�������ʱͭ��Ӧ����Ĵ�ֱ�����Ѱ�����ͭ���������ȼ�ס��������˫��Э���Ľ�û�¶���ʱ������豸��Ȼ�������������ʹ�����Զ��½�����ԡ���©v25��2.5�wmm�������ܹ涨ʱ���������Զ�������̬�°������顣��¼���볤�Ȳ�С��25mm�����е���С�����������°�������ʱ����1���������������ó�4�������ֱ���в��ԡ��Ե����¶�160 ��İ������飬Ҳ�����ڿ���ѭ���������н��У������ﵽҪ����¶Ⱥ��֩v60��6�wmin��Ȼ����а������飬����15min֮����ɡ�����ͭ�����ѻ�ⶨװ�ö�����Χ������ʱ�����°���ǿ�ȵIJ��Կ��ÿ��ȴ���3mm��ӡ�Ƶ��塣
��������ǿ�Ƚ����������������4����������С��������Ϊ���������ѵ�λ��������Ҫ����С��������Ϊ����ǿ�ȣ���ţ��ÿ���ױ�ʾ��
�������ˣ������ȵļ�ⷽ��
������ë���ܽ����Һ�����õ�ⷨ�����Һ�е�ͭ���������û�ѧ���ѵ���Һ���е�����ͭ�������ⷨ�ͻ�ѧ�������ͭ�����ܺͣ���Ϊͭ���Ĵ��ȩvͭ������Ҳ���������w��
|
| |
|
| |
| |
|
|
�� �ȵ����� �ȵ����� |
|
|
|