| |
| |
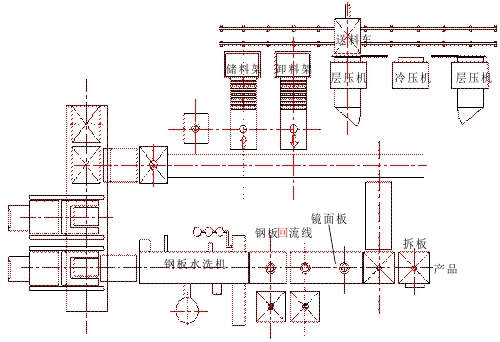
| ������ ����� ѹ�Ƴ��ͼ��� |
| |
|
| |
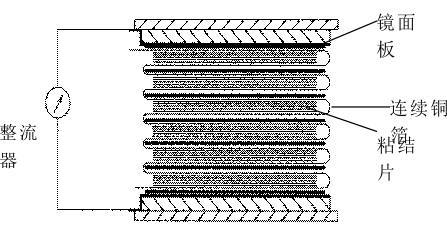
������ͭ��ѹ�Ƴ������ڲ�ѹ������ɵġ�ճ��Ƭ�ڲ�ѹ����������ѹ�����������ڣ��߷������Ϊճ��̬�������¶������ߺ�ʱ�����ӣ���֬��ʼ�����̻���Ӧ��ճ������������������ʱ��ճ��Ѹ������˫�谷��һ��DZ���Թ̻��������дٽ���������70�濪ʼ�����ͻ�����֬��̻���Ӧ������120���Ժ�Ӧ�ٶȼӿ졣��150��155�淴Ӧ��߷塣�ڴ˹����У��߷����������̻����߷�������ճ��̬ת��ճ��̬�����¶ȵ���175���Ժ̻���Ӧ������ɣ�ճ��Ƭ��ͭ���ι�ճ�ϣ���Ʒ��ȫӲ�����ɸ�ͭ�塣��ˣ���ͭ���ѹ���ͱ��빩�ȣ��Դ�ʹ�̻���Ӧ���С�ͬʱ�����ѹ���������˲���ͭ����̻�������Ȼ�Ǽӳ��;ۺϷ�Ӧ��������˫�谷�����Լ��������أ��̻����̻���������һЩˮ�ݡ��ͷ�������ڡ������Ҫ��ѹ�ų���Щˮ�ݡ��ͷ�����Ա�֤��Ʒ����ι�ճ�ϣ�����û�п�����϶���ڡ���ѹ�п�����ճ��̬����֬���벣�˼�϶�������������Ʒ�ܶȡ���Ʒ����ƽ���Լ�������ͭ��ճ�ϳ̶ȡ�����ճ��Ƭ�ϵ�ˮ�ݡ��ͷ����������٣�����ѹ��������ֽ����ͭ��������ѹ��ѹ����Ҳ���ء�����������ʹ�ò�ѹ��ѹ�Ʋ�Ʒʱ�������״̬�µͷ����ˮ�������ݳ�����������ñȽϵ͵IJ�ѹ����ѹ�������̻���Ӧ����Ժ��ֱ��뽫��������ȴ����ȡ����Ʒ����ˣ���ѹ�����м��ȡ���ѹ����ȴ���̣�����ѹ��Ӧ���м��ȡ���ѹ��ȴ���ܡ�
������ѹ����������µ����ڡ����ڽ�ϲ�ѹ���պͲ���������һ��������
һ����ѹ���ṹ
������ͭ�������ò�ѹ����Ϊ�����ʽ������ߵ���������������С�͵���ʮ�������ڣ����͵��иߴ���ʮ�������ڡ���ѹ����ѹ����������������Դ��ڵ��Ų�Ʒ��������͵��п��������Ų�Ʒ������������������Ų�Ʒ�����������ѹ������Һѹ���ڻ����·��ġ��϶�ʽ����ѹ��ʽ��ѹ���е��ס�˫�ס��ĸס����������˸ס�Ҳ������ѹ��Һѹ���ڻ����ϲ��ġ���ѹʽ����ѹ��ʽ��������ʽֻ����С��ѹ����Ҳ��һЩ����ѹ��Һѹ�����ڻ����ϲ�����Һѹ�����Dz��á�����ʽ������ѹ�����²�������ĸ�Һѹ��������������ѹ�ƹ��̺͡��϶�ʽ����ͬ����ѹ���Ŀ�ܣ�С��ѹ���������ĸ�������֧�š�����ѹ�����Ϊ���ʽ�ṹ���ر������ѹ����������ÿ��ʽ�ṹ�����������ܱ�ʽ������ѹʽ����������ʽ����ѹ���ŵ����豸��װʱ�����ڵؿ�������Һѹ�ס��豸��װ�Ƚϼ���ݡ����ڵ��Ͷ��Һѹ�����ԱȽϣ����õ���Ҫ�ﵽ��ͬ��λѹ���������ֱ���������úܴ��Ҿ��Ƚϸߣ���е�ӹ��Ѷ���Ӧ�Ӵ��ö�ף�Ҫ�ﵽ��ͬ��λѹ���������ֱ���������ñȽ�С����е�ӹ������ס����õ�Һѹ�ף�ѹ���ֲ������ԽϺõ��ڣ����ö�Һѹ�ף�Ҫʹÿ���׳�����ȫ��ͬ���ѵ��ڡ�
��������Һѹ�����Ƿ����ʽ�ģ���˶�λѹ������ƵñȽϸߣ�����Ӧ��ѹ��Ʒ����Ҫ�����ŶԸ�ͭ������Ҫ������ߣ�������ղ�ѹ��������ղ�ѹ����
������һ����ղ�ѹ��
������ͭ����ѹ����ѹ��Խ��Ʒ��Ӧ��ҲԽ���²�Ʒ������Ҳ�ϴ���ѹ����������ƫ�࣬ҲӰ���Ʒ������ܡ���ղ�ѹ���ij��֣�ʹ��Ʒ����ѹ����͡���ղ�ѹ���ֳ�ѹ������ѹ����
����1����ճ�ѹ��
������ճ�ѹ��������ѹ������մ������ⶼ�������������ֶ�Ϊ����ҳ�ѹ������ͼ7-5-1����
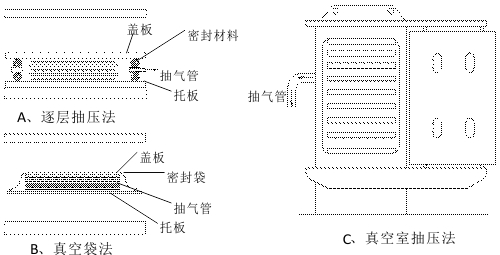
������������������������ͼ7-5-1 ��ѹ��ʾ��ͼ
������1������ѹ��
�������а弰�ǰ�Ӵ��ڵ��Ϻ����а���ǰ�֮����������е����ܷ���ϣ����г����ڣ�����������ѹ���Ժ�߶������գ�ͬʱ������ѹ���в�ѹ����ͼ7-5-1 A����
������2����մ���
������ÿһ��������������ѹ�������г����ڣ���Ȼ��������ѹ���У���������ͬ��������ѹ���в�ѹ����ͼ7-5-1 B����������մ����ŵ���ԭ����ģ�߶����øı䣬�������̱Ƚϼ�
������3������ҳ�ѹ��
���������������ֲ������ȽϷ��������Գ����˽���̨ѹ�������ܱգ��������������ϼ��豸ά���õ����ѹ���������Ͽ�ʽ���¿�ʽ��Ҳ�вʽ������ѹ���ṹ�Ƚϼ������ȽϷ��㣬����õ��㷺Ӧ�ã���ͼ7-5-1 C����
����2����ѹ��
������Ʒ��ѹ����һ������Բ��������ʽ��ֹ��н��У���ʽ�ֹ�Ϊѹ���գ���ͼ7-5-2��ѹ��ʾ��ͼ�������н������ϵ��š���ѹ�ġ����ϡ�������һ��װ�г����ܵij������ϣ���һ��ֺ��̺״֯���Ƚ����õġ����ϡ�����ס�����ò��������ȵ��ܽ������������沢�����ܷ⣬���г����ڡ���װ�С����ϡ��ij���������ѹ���գ�����ͬʱ�����ɲ�ͬ�ߴ磬��ͬ��������ɵġ����ϡ�����ѹ�������ܱպ��ڶԳ����̽��г����ͬʱ��Ҳ��ѹ������ͨ����¸�ѹ������̼��������Ϊ���Ƚ��ʣ�Ҳ��ѹ�����ʣ����Դ�ѹ��Ʒ������ѹ��ѹ����������ѭ�����ȣ���ʹ���ڸ����¶Ⱦ��ȡ�

����������������������ͼ7-5-2֮A����ѹ��װ��ʾ��ͼ
������������������ͼ7-5-2֮B����ѹ����ѹѹ��ʾ��ͼ
������ѹ�����ѹ��������𣺲�ѹ���Dz��ô�ֱ��/�»�е��ѹʽ������ѹ��ѹ�����������塣
������ѹ������ŵ㣺����ѹ�����������壬��������ѹ��������ȵģ����������ֻ�еѹ����/�¼�ѹʽ�����ֲ�Ʒ���������϶࣬�����²�Ʒ�м�����ܱ�����Ʒ������Ӧ���������Ƚϴ�����⣻���ò�ѹ������ͬʱѹ�Ƹ��ֲ�ͬ�ߴ磬��ͬ����ͺŲ�Ʒ������һЩ����ṹ��Ʒ�����ڲ�ѹ��������ڰױ߽����⣬��Ʒ��϶�٣��ߴ��ȶ��Ժã�������Сë���ߴ磬��ʡԭ���ϣ������ijЩ��������ѹ���������ơ�
������ѹ����Ҫȱ�ݣ�������������ȣ����ȹ���������Ч�ʵͣ��������ڳ�������Ч�ʽϵ͡�
������������ѹ�����ȷ�ʽ
������ͭ���ѹ�����ȷ�ʽ��Ҫ������������ˮ����ý�����ַ�ʽ��
����1����������
������������¯ֱ�ӽ������͵���ѹ�����������¶���������ѹ�������ȵģ�ֻҪ���ƺ�����ѹ�����ʹﵽ�����¶ȵ�Ŀ�ġ���������Ϊ��Դ����ѹ���²���ϴ���ѹ����ȴ���¿�������ˮֱ�ӽ�����ȴ�������������豸���ɱȽϼ�Ͷ�ʽ��٣�����Ա����ٸ�ͭ�峧���á�
����2������ˮ����
������������¯������ˮ�����ȣ����¶ȴﵽ�趨ֵ�Ժ�������¯ֻ�Dz������ˮ��������ģ���ˣ����ô�����ƱȽϽ��ܡ�����ˮ���Ͳ�ѹ����һ��ޒ���أ�·������ѹ����Ҫ����ʱ���ɱý������ڹ���ˮ�����ѹ����ѹ���С���ѹ�屾������һ����ѭ��������������Ĵﲻ���趨Ҫ��ʱ�����Ჹ��һЩ���ʹ���ˮ���Ա�֤��ѹ���¶ȱ����ڹ���Ҫ��Χ�ڡ�����²���Դﵽ��1�淶Χ�ڡ�����ʱ��ѹ��ޒ·����ˮͨ��һ���Ƚ�����ʹ��ˮ������ʵ�֡�Ҳ���Ե���һ����ȴˮޒ·�������ѹ����ȴ���¡����ù���ˮ���Ͷ�ʽϴ��ڹ��ڸ�ͭ�峧δ����Ӧ�ñ��������⸲ͭ�峧�õĽ϶ࡣ
����3����ý�ͼ���
������ý�ͼ�����ʽ����ˮ���ƣ�Ҳ��ͨ��һ����ý��������ʵ�ֵġ���ý��¯����ý�������ȡ���ý��������ѹ�����ȡ���ѹ�屾������һ����ѭ��������ѹ���¶ȵ����趨ֵʱ�������Ჹ��һЩ���ʵ���ý����ά����ѹ���¶����趨��Χ�ڣ�ͨ���²���Կ����ڡ�1�淶Χ�ڣ����㸲ͭ������Ҫ�����ǽ���ѹ������ѭ������һ�������ɸ��Ƚ�������ʹ����������ʵ����ѹ������Ŀ�ġ����ڽ��¹��̶Բ�Ʒ�����ȡ��ߴ��ȶ�����һ��Ӱ�죬���Բ�ѹ�������ж�����ʽ��ƣ�����Ҫ��Ӧ����Ҫ���������콵�µ�Ҫ���Ա�֤��Ʒ�������ֲ���ʹ��������̫����ͬʱҪ�����ڽ��ܡ��ù���ˮ���ȣ�������һ��������ˮ���¶�Ҳ����ѹ�������ȣ����ϵͳѹ���ϸߣ�Σ���Ժܴ���ý�ͼ������dz�ѹ��ϵͳѹ����������ý�ͱ�ѹ����������ʲôΣ���ԣ���ý��ϵͳ���Ҳ�ϸߡ��������¶ȿ��ƾ��Ƚϸߣ������������Ҫ���߹����¶�ʱҲ��ʵ�֣���Ϊ�ϳ���ú���ȷֽ��¶���310�����ϣ�����������ˮ�Ǵﲻ���ģ����ҹ������в��ٸ�ͭ�峧����ý�ͼ���ϵͳ��
�������ù���ˮ����ý����Ϊ��ѹ����Դʱ��Ҫ��ϸ�����ѹ������������ȷ����ý��¯������������ý��������������ʱ��ӦԤ��������չ�ռ䡣
��������������ͭ�����Ȳ�ѹ��
��������������ˮ����ý�ͼ��ȶ����Ƚ���ѹ����ȣ�������ѹ�彫�������а塢�����ϡ�����ְ����Ŵ���ѹ�Ʋ�Ʒ�������������һ��崫�����м�һ�����һ��ʱ�������ȵ�ճ��Ƭ�̻����̱Ⱥ�����ճ��Ƭ�̻�����Ҫ������ʱ�䣬���ʱ�����ÿһ���ϲ�Ʒ��ȼ���ѹ��Ʒ������أ����ܲ�ѹ��������ô�ı䶼��ѡ��һ�����ʺ�������Ʒ��Ҳ�ʺ����ڲ��Ʒ�IJ�ѹ���գ������ѹʱ��ÿһ�����в�Ʒ�����ܵ�һ�����ơ�
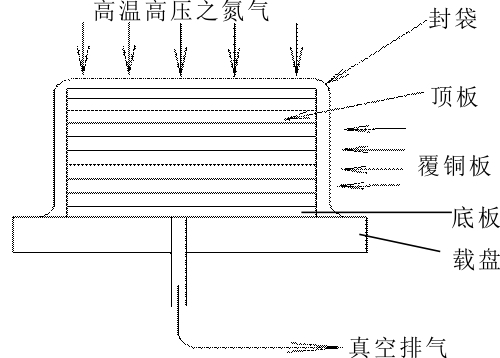
��������ͭ�����ȼ���������������ȷ�ȱ�ݵ�һ�ָĽ������������䲭����ʱ��������Ƭ״ͭ��������������ͭ������ÿ�Ű�ͭ������β��������ͼ7-5-3���������ϱ��漰�±���ͭ�����ӵ��������ϡ�������������������ʱ��������ͭ����Ͳ�������������ʹÿ���Ʒͬʱ�ܵ�ͬ���������������ʹÿ���Ʒ�̻�������ͬ�������ҵ�һ�������ѹʱ�䣬��߲�Ʒ�����������ܺģ�Ҳ����˲�ѹ������ѹ�壬���Խ��Ͳ�ѹ��������á�����װ����������һ�������Ƭ������ɵģ�����װ�������˽�������PCB������ѹ���С�����ʱ�գ���ͭ����ϵ��ϵ�ijЩ�������ܼ�ʱ�ܺý���Ļ���Ҳ�п����ڸ�ͭ����ҵ�й㷺ʹ�á�
����
��������������������ͼ7-5-3 ����ͭ����ѹʾ��ͼ
�������ģ���ѹ��ṹ
������ѹ���Dz�ѹ�����ģ�Ҳ���˽�����Ϊ���̡����ļӹ����ȼ��¶Ⱦ��ȶԲ�Ʒ����Ӱ�켫�ӹ�����ָ��ѹ���ƽ�жȡ�ƽ̹�ȣ���ӹ��������Ʒ���ƫ�����������ѹ���ڹ�·�ṹ�봫��Ч�����¶Ⱦ�����ء��ϳ��õĹ�·�ṹ�е���ʽ��˫��ʽ����������ʽ��˫��˫��ʽ������ʽָ��·�ں����ǵ���������˫��ʽ��ָ��·�ں�����˫��������˫��ʽ�ӹ��ѶȽϴ�������ʽ��·�������Ȱ�һ����Ϊ��ڣ��Խ�Ϊ���ڡ����ֽṹ���ڹ�··�̽ϳ�����ںͳ����нϴ��²ѹ�Ʋ�Ʒ�ײ���Ť������������ʽ��·�����Ҳ�����м��롢�м�������ֽṹ�롢�����²���Ӧ��С����·�ӹ��ȶԽǽ�������һЩ��Ϊ�˸��������롢�����²��Լ���ѹ������������ɢʧ�����в�״����������˫��˫��ʽ�����ֽṹ��·����ѹ��������������ڣ����м����������ڡ�������������������ģ���������¶ȸ��ڳ����¶ȡ��������ֽṹ�������ѹ����Χ�¶�Ŀ��һ�¡���Ҫʱ���ڹܾ�����ϣ�ҲӦ����ѹ���ܱ߹ܾ��Դ����м䲿λ�ܾ�������ѹ���·�ܶ��ܱ߲�λ�Դ����м䲿λ��˫�Źܽṹ��ʽ��Ҳ�ǻ��ڸ���������ѹ���²������ܲ�λ����Ч������Ƶ�һ�ֹ�·�ṹ��
�������壩�����Ͻṹ
������ѹ��������һ�㶼��������ʽ��Ϊ��ʹ�����������в���ͣ������ɰ����λ��Ӱ�쵽ѹ��������Ҳ���⼱����ͣ�����ͭ���������ˡ������������Ӧ�ò��������졪�����з�ʽ�������������ض������ѹ�����ĥ��Ϊ�˼�����ѹ����ĥ����ѹ������ӹ����ȸߣ�һ�㹤��������ĥ��ѹ�弼����������ͨ������ѹ��������һ�ź�Ⱦ��Ƚϸߵı�����ְ���Ϊ�����壬������ѹ����棬���ӳ���ѹ��������
����Ϊ�˱�����ѹ����汻ĥ�ˣ���Щ�豸���ҽ������ϻ�����Ƴ���/��ʽ������ʱ�������ᡪ�ơ��Ŷ���������ʱ�������ᡪ�����Ŷ���������������ǰ�����ϡ����ѱ���������������λ�ú��ٷ��£����������̾Ͳ���Ӵ�����ѹ�壬����Ͳ�����ĥ����ѹ������⡣����ȡ�ͷ�ʽ�����Ա�֤�������ͭ������������������߲�ѹ����������
������ѹ��װ��
������ͭ���ѹ�������в�����/��һ�������ѹ����������ѹ�����±�ѹ��������ȴ��ͬһ̨ѹ������ɣ���Ҳ�в����ȡ�������������ѹ��ʼ�ձ�����̬����Ʒ������ȴ��������ѹ����ɡ�
������һ����/��һ���ѹ��
������/��һ���ѹ���ǽ��ѵ��õĵ���ȫ������ѹ���Ժſ�ʼ������ѹ�����±�ѹ��������ȴ������Ʒ����50���ԺŽ������ϡ�ȫ����ѹ�����������������ְ��߷ְ塣��һ����ȱ������ѹ��������ȣ������ȱ��䣬��Դ����̫���������ڳ����豸�����ʽϵ͡�����ǰ���в��ٸ�ͭ�峧������/��һ������ر����ڶԸ�ͭ��ߴ��ȶ��Լ����������������ϣ����ٸ�ͭ�峧��Ϊ��/��һ��������¹��̱Ƚϻ��ͣ���������߲�Ʒ�ߴ��ȶ��Լ�ƽ���ȡ�����һЩ������ͭ�����������ʹ����/��һ�����
����������2��1���ѹ��ϵͳ
��������������������ص��ǽ�ʡ��Դ��������ѹ���������¹����в���Ҫ���������ģ��豸������Ҳ��ߡ���������ٸ�ͭ�峧�����á�������Ϊ2��+1��ϵͳ����ͼ7-5-4������һϵͳ��2̨��ѹ����1̨��ѹ����1̨�������ϼܡ�1̨�������ϼܺ�1̨��/�����ƶ�̨����ɡ���Ҳ�в��ù̶���/���ϻ����ƶ�̨��������/���ϻ���ֻ�������������ϣ�����������̣����ϼ�װ�������ϡ������ƶ�̨������ת�Ƶ���ѹ������ѹ��ʼ�ձ�������һ�ٶ��״̬�������ϡ������ѹ���Ժ���������ѹ�������±�ѹ�������£���ѹ��ѹ�����ڡ������²��ή��100�����£�ʹ��ѹ��ʼ�ձ�����̬������һ���ڽ��������Ժ����ƶ�̨��������ת�Ƶ���ѹ��������ѹ�����£�����Ʒ�¶Ƚ���50������ʱ����������ѹ��ת�������ϼܣ���ת�����ְ�̨�ְ塣��Ʒ�����а�����ߣ�����־���壨������ˮϴ���������������ߣ��а�ֱ�ӻ���������̨��
������������������ͼ7-5-4 2��1���ѹ��������ʾ��ͼ
��������������ְ�ˮϴ���벻��ְ���ĥ��
��������ְ�ˮϴ�����ϡ��¸�һ���������ĥˢ��ˮϴ�Σ���ɶ���ɡ�ĥͷ�и�Ӧʽ�����Զ�������ְ�Ӵ�ѹ�������̶�ʽ���ɵ�������������ʽ�DZ���ӳĥˢ��ְ�Ӵ�ѹ�������˹�����ĥˢ��ְ�Ӵ��棬�Ի������ĥˢЧ������ĥˢ��������ת���⣬����ͬʱ���������ش�����������ĥˢЧ����Ϊ����ĥˢ���������ʻ���ѭ��ˮ���������棬�������˾���壬����ѭ��ˮӦ����ʹ�á���ɶο������ȷ絶��Ҳ����ֻ����絶��ֻ����絶���Խ�ʡ��Դ�������ʹ��ˮϴ�������ľ�������û��ˮ����
�������ڲ���ְ�ˮϴ���۸�Ƚϰ������������������У������Ʒ��A��Ʒ�����ȶ���90%���ϣ�����ְ������ܴ��ڵĻҳ������Ǻ��ٵģ�ֻҪ���������ϼ�ǿ��鲢���˹���ʱ���Ծֲ�����������600Ŀ��800Ŀˮĥɰֽ��ȥ�ְ��Ͼֲ����ʣ���ͬʱ����һ̨����ְ���ĥ������һЩ�������˺ۼ�ճ���ڱ��治�������IJ���ְ������ĥ�⣬�ٷ��ص���������ȥ��Ҳ���Դﵽ����Ч������ˣ������в��ٸ�ͭ�峧��������û�����ò���ְ���ϴ����
��������ְ���ĥ���ṹ��ͼ7-5-5��ʾ������ɰ����ѹ���ᡢ�Ž��ᡢ����̨�桢���ʹ��Ȳ��ֹ��ɡ��������豸��װɰ�������ֵ��ᡢ˫�ᡣ����ָֻ��װһ��ɰ����˫����һ�ο�װ����ɰ���������ĥЧ����ͨ��ʹ�õ�����ĥ���ѿ��Դﵽʹ��Ҫ�������ڸ�ͭ�峧�У�ѡ�õ�����ĥ���Ƚ϶ࡣ����̨��������������Ӵ�ѹ����ʱ��ĥ��������������ӴӴ�ѹ��Сʱ������ʾҲ��С�������߸��ݲ�������ѡ��һ���ʵ�������Ϊ���ڹ���̨�������̶����ݡ����ֵ��ڷ�ʽ��ĥ�ṹ�Ƚϼ����ѿ�������������Ҫ��Ҳ��һ��ȫ�Զ���ѹװ�ã���ɰ���Ͳ���ְ�Ӵ�ѹ�������趨ֵ��Χʱ�����Զ����ڹ���̨���������Ա���ɰ���Բ���ְ�ѹ���㶨�����豸�Զ����̶�Խ�ߣ��豸���Խ�ߡ�ѡ���豸ʱ�����ܷ�ﵽ����Ҫ����Ϊ�����ο���ɰ�������벻��ְ����з����෴�������ת���⣬������ѹ���᷽�����ش������������ĥ��Ч��������ְ���ĥ��Ҫ�䱸�����ͺ�ɰ������ֵĿ���ѡ�õ�80Ŀ����ϸ��ѡ��600ĿҲ�㹻�ˡ�����ʵ����ĥЧ����ʱ�Բ���־������ĥ�ȼ�Ҫ���ƶ���Ӧ����ĥ���ա�����־������ĥ��Ӧ˳ԭ�ְ���·��ĥ���Ա���ԭ�ְ徧̬���������ĥЧ�����ӳ�ʹ��������

������������������ͼ7-5-5 ����ְ���ĥ��ʾ��ͼ
������ȫ�Զ��������У����ò���ְ�ˮϴ���������ȶ���Ʒ����������а����ģ��������Ĺ���Ӧ�������á�
�������ģ�����ְ����а�
��������ְ��Ǹ�ͭ�������бز����ٵĹ�װģ�ߣ�����ְ������븲ͭ������ϢϢ��ء�����ְ���ͬһ�澵�ӣ���������ʲô����ȱ�ݣ���ôѹ�Ƴ��ĸ�ͭ��Ҳ����ʲô����ȱ�ݡ���ˣ�ѡ�ú���ȷʹ��ά�������ò���ְ��Ǹ�ͭ��������������������Ҫ��һ��������ְ�ѡ���в��ʡ�Ӳ�Ⱥͼӹ�����Ҫ����Ϊ����ְ峣����ȱ�ݣ���ɰ�ۡ���϶������벻��ְ������ӹ������йء��ڲ���ְ�ʹ��һ��ʱ�������ĥʱ���������õIJ���ְ�ĥȥ������ͻ����ɰ�ۡ���϶��ȱ�ݡ�����Ӱ���Ʒ������ֱ����ɲ���ְ屨�ϡ���㾭�������ھ�ˮϴ������û��ʹ�õIJ���ְ塣��ˣ�ʹ����Ҫ�ı䲻��ְ岻������Ĺ�����ڻ������˲�������ְ���˵�����ڶԲ�Ʒ��������нϸ�Ҫ������ϣ������ְ��нϸ�Ӳ�ȼ��ϸߵı���Ӳ�ȣ��Լ��ٲ���ְ��������˺ۡ����ӵ�ȱ�ݵIJ��������������������̶ȱȽϸߣ��ֲ���ȫ�Զ������߲����������£�����ְ������˻�����١���Щ��ͭ�峧Ҳ������һЩӲ���Ե͵IJ���ְ壬�Լ���Ͷ�ʡ�
��������ְ�ӹ�������ҪΪƽ�жȡ�ƽ̹�ȼ����ȡ�����ְ��ƽ�жȡ�ƽ̹������Ӧ����ѹ��ͬһ�ȼ����Ը�����ѹ�壬���ܱ��ֲ�Ʒ�ĺ��ƫ��ﵽԤ��������Χ������ְ�������ͨ������ĥ��ɰ���ͺ����Ӧ���ű�ʾ����No.4��No.6����ʾ��400Ŀ��600Ŀɰ���⡣����н�һ��Ҫ����Ӧ�Դֲڶȵȼ���ʾ�����ڴﵽNo.4��No.6ʱ������ְ�����Ѻܹ��������羵��һ���������ˣ����Ը�ͭ���������ò���ְ�Ҳ����Ϊ����־���壬��ֱ�ӳ�Ϊ����塣����ְ���Ҫ�������Ҫ����к���ѡ�ã��Բ�Ʒ������֤Ϊǰ�ᣬͬʱҲҪ��������������Ч�ʵ���ߡ�Ŀǰ��������ѡ�õĺ��һ��Ϊ1.5��2.2mm��
�а��ڳ������������ײ������ζ�����Ӱ���Ʒ��������ˣ��а�����������ƽ�жȡ�ƽ̹�ȼ���ָ��Ӧ�벻��ְ���֮ͬ�⣬Ӧ�������ø�ǿ�ȸֲ��Լ��Ϻ��ȣ��Է�ֹ���������в������Ρ���ѹ��̨��Խ����Ӧѡ�ú�ȸ�����а塣ͨ���а�����6��10mmΪ�ˡ��������У���Ҫʱ��Ҫ���ڽ��а巭תʹ�á��а�Ӧĥȥ��ǣ����⻮�˲���ְ塣
�����������˲���ͭ��ѹ�Ƴ��ͼ���
�����������˲���ͭ��ѹ�Ƴ��ͼ������Ʒ����������أ��Ƚ�ͻ�������Ʒ�����ȡ��ױ߽ǡ��ⰼ�����ƫ��ߴ��ȶ��ԡ�Tgֵ�Ⱦ����ѹ�����趨����йء���ѹ���ͼ����Ǹ�ͭ������������Ҫ�أ���֬�䷽���Ͻ���������ѹ���ͼ������е�һ��������ѡ����֬�䷽��ճ��Ƭ����ָ�꣬�趨��ѹ����������߳��Ͳ�Ʒ��������������ʵ�һ����Ҫ��ʩ��
������һ������ղ�ѹ����ͭ��ѹ�Ƴ��ͼ���
��������ղ�ѹ��û������ң�ѹ�Ƴ����̿��Թ۲쵽ճ��Ƭ����������ת�����̣����ԱȽ������ж���Ѽ�ѹʱ�䡣�������˲���ͭ��ѹ�Ƴ��Ϳ��Բ���һ�μ�ѹ��Ҳ���Բ��÷ֶμ�ѹ��һ�μ�ѹ��ֶμ�ѹ������ȱ�㣬Ӧ����֬�䷽��ճ��Ƭ����ָ�������һ�μ�ѹ��ֶμ�ѹ��ͼ7-5-6��ʾ��

������������������ͼ7-5-6 ��ͭ���ѹѹ������ʾ��ͼ
�������ڷ���շ��Զ����Ʋ�ѹ������Ʒ���ѹ�Ƴ���ʱ���ɲ��ñ����±�����ѹ���۲�������������������ȷ����ѹ������ͨ�������ȸ�һ����ʼѹ�����׳ƽӴ�ѹ��ѹ����ÿƽ�����������ﵽʮ�����ﷶΧ����Ȼ������˫�谷�̻��������¶ȹ�ϵ���ۻ��������飬����ȷ���������¶κ�ѹ���Ρ���ճ��Ƭ��ʼ������������֬��ʼ����֮ʱ��Ӧ����ѹ��������ͭ����������ճ��Ƭ������ճ��Ƭ�����塣��ʱ�۲�ճ��Ƭ�ϱ������������������̣���������ǩ����˿��ճ��Ƭ�ϼ����Ľ�����һС���������ڲ�ѹ�����Ͻ�������˿��������ӽ�����˿ʱ��ʱ��ѹ�������趨��߶�ѹ�������ɵȵ�����˿���ϸ�ѹ����ѹ̫�ٻ������ְװ���ɻ�������������˿���ʱ��Ӧͬʱ��ÿһ����������Ʒ�����м��Ʒ��������Ʒ��˿�磬�м��Ʒ��˿�����������ٶ���Э����ʹ����㼰�м䲿λ��˿ʱ�価���ӽ��������ѹʱ��Ӧ����������˿״��Ϊ�ж����ݡ������ѹ����������Ʒ��װ�����ɻ��������ѹ��Ʒ���ܺϺ�����ָ��ʱ������һ������̱��Ʒ���ղ�ѹ������
������ѹ������������ѹ�����±�ѹ��������������ɡ�����FR-4��ͭ�壬�����¶ȣ���Ʒ�¶ȣ����˵���170�棬�����Ʒ�̻�����֡��������¶�Ҳ���˸���180�棬�����Ʒ��ɫ��������½�������ʱ�䲻�˵���60���ӣ�����ʱ��̫��ͬ���й̻���������⡣����ʱ��̫�����������ʵ����⡣��Ʒ���µ�50�����£�ʹ��Ʒ��ȫ��ȴ���͡����¹��̲��˹����������Ʒ������Ӧ�����������μ�Ӱ���Ʒ�ߴ��ȶ��ԡ�
������������ղ�ѹ����ͭ��ѹ�Ƴ��ͼ���
������ղ�ѹ������������ң���ѹ���̹۲첻����Ʒ���������������̡������ѹ�����趨����˫�谷�̻��������¶ȹ�ϵ���ۻ����������趨��ͬ��������һ�μ�ѹ���ֶμ�ѹ���ֹ���·�ߡ���νһ�μ�ѹ�����ڽ����Ϸ���ѹ��������Ӵ�ѹ֮����������ճ��Ƭ���������̶�һ�ν�ѹ���ӵ�����趨ֵ�����ֶμ�ѹ�����ڽӴ�ѹ֮����������ճ��Ƭ���������̷ֶ�μ�ѹ�����ú��ֹ���·��Ӧ����֬�䷽��ճ��Ƭ����ָ�������������һ�μ�ѹ���Ƿֶμ�ѹ����ؼ�Ҫʹ���¶Ρ������������ѹʱ��������ϣ����ܴﵽ���Ч�������趨��ѹ����ʱ��Ӧ���ÿһ���ϲ�Ʒ�������趨�����������ѹ���ʱ������Ʒ�ڲ�ѹ���еĴ��¹�������һ���ݶȣ�ÿ�Ų�Ʒ���ȶ��ͺ�һ��ʱ�䣨��ͼ7-5-7��������ÿһ���ϲ�Ʒ�������࣬���м�һ�Ų�ƷҪ�����������һ�Ų�Ʒ��ͬ�¶�ʱ����Խ��������������ѹʱ�����ղ���ȷ���ͻ����������Ʒ���ʣ��м��Ʒ����̫�࣬���м��Ʒ���ʣ�������Ʒ��װߣ����ָɻ����������⼰�ױ߽�ƫ������⡣������ղ�ѹ��ѹ��FR-4��ͭ�壬ÿһ���ϲ�Ʒ�����ٵ���10�ţ���Ŀɴ�20�š����ڲ�ѹ�����ռ������Ʒ����������Ч��������ء��ڱ����У������Ѷ���Ҫ����·�ߣ����ղ�������������ֻҪѭ����·����ȥ�������ҵ��ʺ��Լ���������������������
����������ղ�ѹ���ܽ�ճ��Ƭ�����弰��ѹ�����в�����ˮ����ͷ����Pʱ�ų���ʹѹ�Ʋ�Ʒ�нϸ��ܶȡ������λ����ѹ���ɱȷ����ѹ����һ���һ�����ϡ�����նȴﵽ95%����ʱ��FR-4��ͭ�嵥λ����ѹ����20��30Kg/cm2�Ϳ�ʹ��Ʒ�ﵽ����ѹ��Ч����
������ͭ��ѹ�Ƴ���ʱ����������������ѹ���Ļ������ã���ʹ�����е�ÿ�Ų�Ʒ���ܾ��ȵ�������ѹ��ͨ��������ÿһ���ϲ�Ʒ�������࣬Ӧ�ʵ����ӵ������������ȣ��Ա�֤������Ʒ�������ڲ��Ʒ����һ���ԣ������ڲ��Ʒ�ױ߽Ǽ�����Ʒ�����ȡ���ˣ������ϲ��ʣ���ȶԲ�ѹЧ���кܴ�Ӱ�졣��ǰ�ϳ��õ�ΪţƤֽ������ش�80g/m2��240 g/m2����������Ҫ����ţƤֽ�ĺ�Ⱦ�����Ҫ�ã���ˮ��Ҫ�ͣ��Է���ѹ������ţƤֽ��ɿ顣ʹ�ù�����ţƤֽ��������������ʹ��Ч��������ÿ�����ֽ��������ʹ��ţƤֽ������ÿһ���ϲ�Ʒ����������á�ͨ��ÿ��ţƤֽ��ʹ��2��3�Ρ�Ҳ��һЩ��ͭ�峧ʹ��һ��������ձ״����Ϊ�����ϡ���������ձ״�ﺬ��������ά��ʯ�������ȳɷ֣������ʵ����ȴ����ԣ��ɾ���η���ʹ�á�����������������ϣ����Լ�����
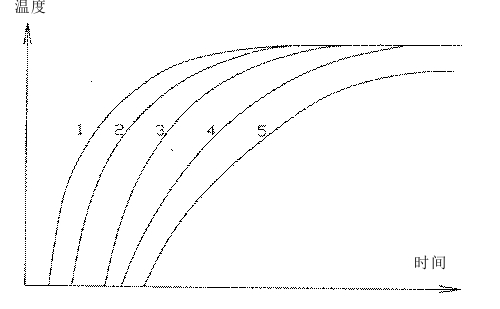
��������������ͼ7-5-7 ��ͭ���ѹ���̲�Ʒ�¶ȷֲ�ʾ��ͼ
�������ǣ�������������ϣ���ʹ��һ��ʱ����������ϻ������ڸ�ѹ���ã����ܶȻ����������ѹ���Ļ����������½���
|
| |
|
| |
| |
|
|
�� �ȵ����� �ȵ����� |
|
|
|